鋳鉄の金属組織学試料作製
鋳鉄は特に自動車と技術産業における多くの用途で使用されており,金属組織学は生産工程における品質管理の重要な一部となっています。再現可能な結果を伴う鋳鉄の正確な金属組織学分析の実施方法をご覧ください。
アプリケ,ションノ,トのダウンロ,ド

鋳鉄は特に自動車と技術産業における多くの用途で使用されており,金属組織学は生産工程における品質管理の重要な一部となっています。再現可能な結果を伴う鋳鉄の正確な金属組織学分析の実施方法をご覧ください。
アプリケ,ションノ,トのダウンロ,ド
最も多様な金属の一つである鉄は,駅から屋根つき市場,事務所,住居まで,多くの建築物で数世紀にわたって使用されている重要な建築材料です。
炭素とその他の元素との鉄合金は,並外れた多様性を提供します。鋳鉄という語は,2.5 - -4%の炭素と通常1 - 3 %のシリコンを含有した鉄-炭素——シリコン合金を指します。炭素はねずみ鋳鉄中では黒鉛として,白鋳鉄中では炭化鉄と合金炭化物の形態で存在しています。
鋳鉄は適度な機械的特性に加え,良好な可鍛性と機械加工性を備えています。鋳鉄は,経済的利点から自動車、金属産業の製造と加工における多くの用途で使用されています。それに加えて,海水ポンプ筐体,回転ロ,ラ,ミル,土木機械では特定の鋳鉄が最適です。

図1:オステンパ処理ダクタル鋳鉄,ベラハカラエッチング(倍率:500x, DIC)

鋳鉄の試料作製時の主要な課題は,鋳鉄の微細構造の正しい描写を可能にするために元の形状とサイズで黒鉛を保持することです。

図4:片状黒鉛を含むねずみ鋳鉄,研磨不十分(倍率:200x)
図5:片状黒鉛を含むねずみ鋳鉄,正しい研磨(倍率:200x)
黒鉛の画像は,顕微鏡内で2次元的に表示されます。しかしながら,実際の画像は3次元です。このことは,黒鉛の一定の割合が研磨と琢磨時に非常に浅く切断され,基地内で軟弱な状態で保持されていることを意味します。そのため,特に非常に大型の薄片や薄片の凝集の場合,完全には黒鉛を保持できない可能性があります。その結果として,黒鉛相が必ずしも十分に保持または研磨されない可能性があります。
可鍛鋳鉄中の黒鉛は,ロ,ゼットまたは軟化炭素の形態で存在しています。これは金属組織学試料作製時に保持が困難な黒鉛の砕けやすい形態です。
試料作製の良くある間違いは,黒鉛の実際の形状とサイズを曖昧にする可能性がある研磨で生じるスミアリングした基材金属の不十分な除去です。このことは,特に変形と引っかき疵が発生しやすいフェラ@ @ @ステナ@ @ @ @ @ @ @これらの材料の場合,徹底的なダ。
鋳鉄の最も標準的な顕微鏡検査は,黒鉛が黒く見える100倍の倍率で行われます。しかしながら,十分に研磨された黒鉛は灰色になるため,炭素が完全に保持されているかを確認するには,より高い倍率が必要です。
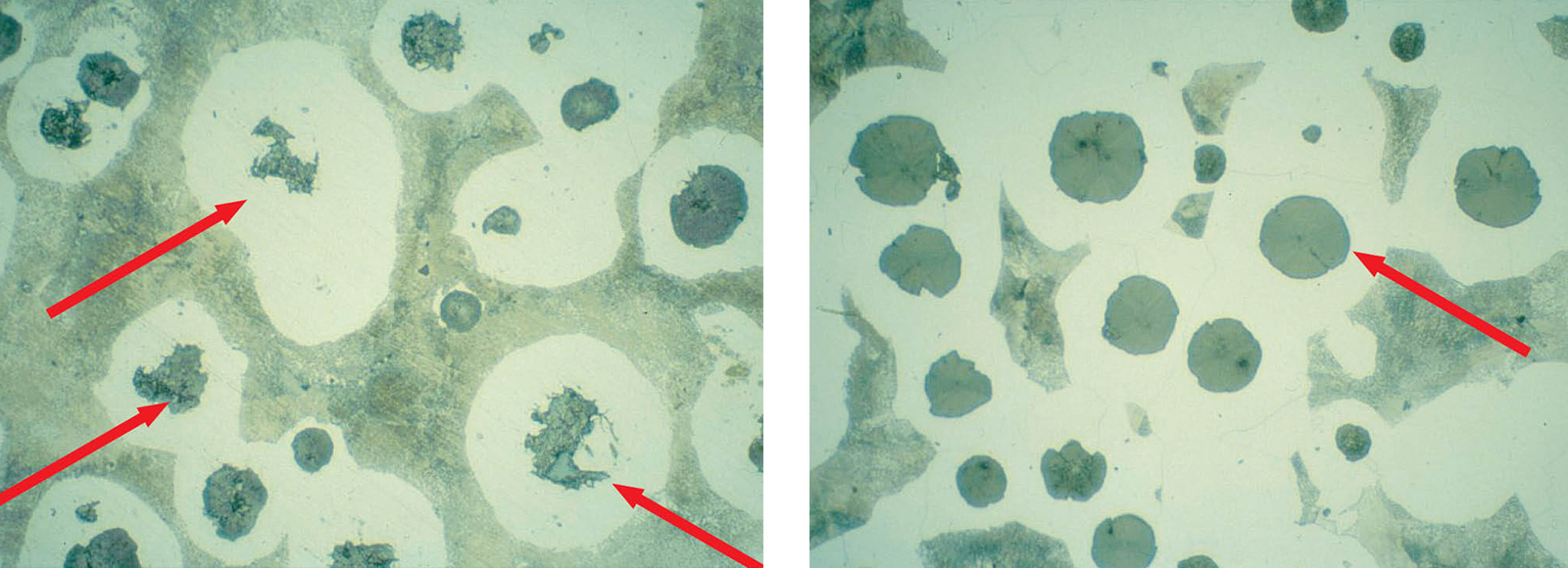
図6:研磨が不十分なため,汚れた金属で覆われた黒鉛団塊が残る,3%ナイタルでエッチング(倍率:200 x)
図7:正しい研磨によって残された検査に適した形状とサイズの黒鉛団塊,3%ナイタルでエッチング(倍率:200 x)

図8:十分に研磨された片状黒鉛(倍率:500x)

表1:白鋳鉄の試料作製方法。
または,ダ▪▪ヤプロダ▪▪ヤモンド懸濁液をそれぞれdp -懸濁液P、9μm, 3μm, 1μmで置き換え,dp -ルブリカント青色を使用できます。

表2:黒鉛を含む鋳鉄の試料作製方法。
*黒鉛の保持が非常に困難な場合,md -プランクロスで精研磨してみることも可能です。
**この手順は任意です
または,ダ▪▪ヤプロダ▪▪ヤモンド懸濁液をそれぞれdp -懸濁液p、9μm, 3μm, 1μmで置き換え,dp -ルブリカント青色を使用できます

図9:炭化ケイ素のフォイル/ペーパーによる精研磨によって試料作製されたねずみ鋳鉄,依然として研磨疵があります。
図10:良好な端部保持を示す,硬質円板md -ラルゴのダesc escヤモンドを使用して精研磨されたねずみ鋳鉄
詳細をご覧ください
以下のベラハ試薬をカラ,エッチングに使用でき,合金に応じて変更できます:
1000毫升水
200毫升塩酸
24克フッ化水素アンモニウム
この100 mlの貯蔵液に1 gのメタ重亜硫酸カリウムを添加します

図11:オステンパ処理ダクタル鉄,3%ナタルでエッチング,偏光(倍率:200x)
鋳鉄は主に2.5- 4%の炭素と1- 3%のシリコンを含有する鉄合金です。鋳鉄の金属組織学試料作製における主要な課題は,薄的片,団塊,焼戻しされた各形態における黒鉛の実際の形状,サイズを保持することです。特に軟質なフェラ▪▪▪▪ト基材を含む鋳鉄には,スミアリング,変形,研磨疵が発生しやすい傾向があります。
研磨時,基材は黒鉛上でスミアリングされ,その後に非常に徹底的なダイヤモンド研磨が行われない限り,黒鉛が実際の形状で表示されません。そのため,炭化ケイ素のフォイル/ペーパーによる平面研磨,その後ダイヤモンドによる精研磨と琢磨が推奨されています。コロesc escドシリカによる短時間の仕上げ研磨は,任意です。
その他の金属と材料の微細構造に関する詳細の確認をご希望の場合,当社の材料ペ,ジをご覧ください。